Haluaisitko tehostaa yrityksesi toimintaa tai ottaa uusia askeleita vastuullisuuden saralla, mutta et ole varma, miten sen tekisit? Myyntipäällikkömme Jere Olkkonen kääräisi joulupakettiin viisi vinkkiä tulevan vuoden varalle.
1. Kierrätysmuovi on vastuullinen mahdollisuus
VMT:n valmistamia muovituotteita käytetään usein teollisuuden tuotannoissa koneiden ja laitteiden osissa. Muovin käyttäminen näissä on perusteltua, sillä materiaalien pitää olla hyvin muotoiltavia ja kevyitä. VMT Plastic tekee tuotekehitystä aina kestävän kehityksen näkökulmasta ja optimoi muovin käyttöä. Näin VMT Plastic pitää osaltaan huolen siitä, että tuote kestää käyttöikänsä eli elinkaari on mahdollisimman pitkä. Tulevan vuoden tavoitteena on edistää CO2-laskentaa, jonka avulla asiakkaita voidaan palvella entistä paremmin.
”Haemme selkeitä työkaluja, joilla voi vertailuttaa eri tuotantomenetelmiä, valmistajia tai tuotteita. Pyrimme olemaan tässäkin eturintamassa. Vaikka valmiita, yksiselitteisiä laskentakaavoja ei vielä juuri olekaan, tiedämme kuitenkin jo selkeästi kierrätysmateriaalin hyödyntämisen positiiviset vaikutukset hiilijalanjälkeen”, toteaa VMT Plasticinmyyntipäällikkö Jere Olkkonen.
Kierrätysraaka-aineiden puolesta puhuvat myös tieto siitä, että tulevaisuudessa uusien raaka-aineiden saaminen vaikeutuu ja hinnat nousevat. Samaan aikaan kierrätys tehostuu ja koneet mahdollistavat kierrätysraaka-aineiden paremman käytön.
2. Puhallusmuovaukseen siirtyminen säästää aikaa ja rahaa
Puhallusmuovaus on kustannustehokas ja nopea sarjatuotantomenetelmä, jonka avulla voidaan usein valmistaa samankaltaisia tuotteita kuin rotaatiovalumenetelmällä. Puhallusmuovauksessa voidaan hyödyntää kierrätysmateriaaleja ja sen muita valtteja ovat nopeus ja sitä kautta myös edullisuus.
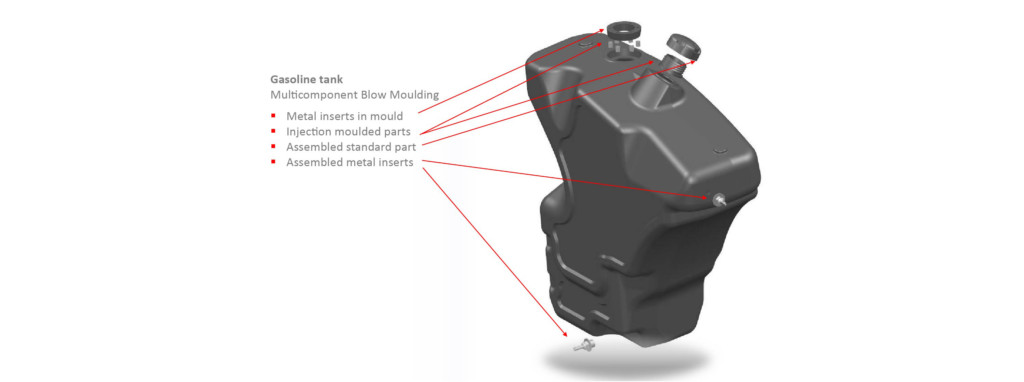
”Puhallusmuovaus soveltuu onttojen, säiliömäisten kappaleiden valmistamiseen. Käytännössä kappaleen muotoiluunkin löytyy hyvin erilaisia mahdollisuuksia. Kappaleiden maksimikoko on karkeasti noin 400 litraa”, linjaa Olkkonen.
Puhallusmuovausta käytetään VMT Plasticilla teknisiin tuotteisiin. Näitä voivat olla esimerkiksi erilaiset putket, ponttonit, pesunestesäiliöt, paisuntasäiliöt tai polttoainetankit.
”Tuotteet, joissa on teräviä tai niin kutsuttuja miinuskulmia, ovat puhallusmuovauksen näkökulmasta haastavia”, Olkkonen huomauttaa ja muistuttaa, että VMT Plasticin ammattilaiset voivat auttaa sopivan valmistusmenetelmän valinnassa sekä tuotteen suunnittelussa.
”Osaamme hyvinkin nopeasti kertoa, millaisiin tuotteisiin puhallusmuovaus sopii. Usein tuotteista saa sen designiä hieman muokkaamalla puhallusmuovaukseen soveltuvan.”
3. Keskittäminen helpottaa arkea
VMT Plasticilta löytyy jämerää osaamista paitsi puhallusmuovauksesta, myös suurelle yleisölle tutummasta ruiskuvalusta. Usein muovituotteessa tarvitaan erilaisia valmistusmenetelmiä ja hankintaketjua selkeyttää melkoisesti, kun tarvittava osaaminen löytyy samasta talosta.
”Asiakkaille tämä tuo luonnollisesti paitsi helppoutta, myös nopeutta ja kustannustehokkuutta”, listaa Olkkonen. VMT Plasticilla on myös vahvaa suunnitteluosaamista, joka on luonnollisesti asiakkaiden hyödynnettävissä.
”Emme oleta, että asiakkaamme ovat muovieksperttejä. Siksi suunnitteluosastomme kehittää yhteistyössä myynnin kanssa tuotedesignia ja tekee siihen liittyen mallinnukseen, laskentaan ja materiaalivalintaan liittyvää työtä.”
VMT Plastic on joustava toimija, joka etsii aina tapauskohtaisesti asiakkaalleen edullisimman ja toimivimman valmistusmenetelmän.
4. Kokoonpanotehtävien ulkoistaminen kannattaa

Oletko ajatellut, että ulkoistamalla kokoonpanotyöt voit keskittyä ydinosaamisesi hyödyntämiseen, etkä joudu kuluttamaan aikaa ja resursseja komponenttien kiinnittämiseen? VMT Plastic tarjoaa apuaan paitsi kokoonpanoon, myös komponenttien hankkimisessa, kilpailuttamisessa ja suunnittelussa.
”Haluamme helpottaa asiakkaidemme arkea – onhan se helpompaa ostaa valmis tuote kuin etsiä kappaleita ja komponentteja usealta eri toimijalta”, huomauttaa Olkkonen.
Suuri osa osakokoonpanotöistä on melko yksinkertaisia ja siksikin niiden ulkoistaminen kannattaa.
”Voimme yhteistyössä asiakkaan kanssa katsoa, mikä osa-alue on sellainen, josta kenties halutaan luopua. Jos joku työvaihe vie liikaa aikaa, tilaa tai resursseja, voi olla hyvä miettiä uudenlaista toimintatapaa”, Olkkonen kuvaa.
”Jos kokoonpanoon liittyvät tehtävät eivät ole omaa core-tekemistä, eikä sitä esimerkiksi pystytä automatisoimaan, kannattaa se ehkä jättää meidän kontollemme.”
5. Kotimainen kumppani on luottamuksen arvoinen
VMT Plastic sai syksyllä Avainlippu-tunnuksen, joka on merkki suomalaisesta työstä. Kotimaisen toimijan hyödyntäminen usein helpottaa, nopeuttaa ja selkeyttää yhteistyötä.
”Teemme jatkossakin töitä sen eteen, että työllistämme kotimaassa vastuullisesti. Kasvumme edellisestä tilikaudesta oli hyvää, eli olemme edelleen haluamallamme kasvupolulla taantumasta huolimatta”, kertoo Olkkonen.
”Toimitusvarmuutemme on todella kova ja siitä kertovat myös mittarimme, joita seuraamme aktiivisesti. Maailmantilanteen heilahteluiden vuoksi moni yritys haluaa nyt satsata paikallisiin ja kotimaisiin toimijoihin ja tämähän tavallaan myös vastaus siihen, miten voimme auttaa asiakkaita – tarjoamme mahdollisuuden hankkia tuotteet luotettavalta kotimaiselta toimijalta kilpailukykyiseen hintaan.”