There are all kinds of container-like products in the world, but how are they made? Plastic containers are a part of our daily lives now, ranging from soft drink bottles to washer liquid containers sold at service stations. Of course, we are also used to seeing larger containers as well. For example, less space-intensive underground waste collection tanks are deployed more commonly in urban areas now. Their frames are among the product group of container-like products.
In addition to easily noticeable containers, there is also the slightly less-known group of technical containers. These containers are hidden inside machines and systems, working at various vital functions. In some cases, the components are not seen by users at all during the service life of the product.
A container-like product requires more from manufacturing
So, how do you define a container-like plastic product? Even though the field is extensive, certain constraints can narrow it down. Having the shape of a container and a continuous outer surface surrounding the inner space are the basic elements of the definition. Both the inside and outside usually have a functional purpose.
However, a container-like piece is not the same thing as a shell piece. Below is a rough sketch of the differences between these two.
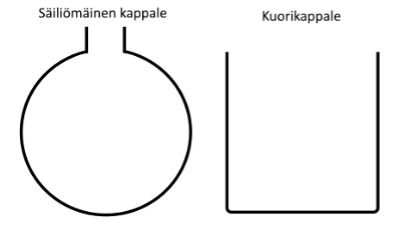
When making a traditional plastic product, the form tool can be taken inside the product. When making a container-like product, however, the form tool cannot be used in the same way, but the inside must be made to form on its own, so to speak. This can be solved also by making two shells and placing them together, thus creating a container-like shape. The weakness of this method is that it creates a seam in the centre of the product and requires a different means of joining. This additionally increases the risk of leaks and other problems.
There are clear differences in manufacturing methods according to needs

If a genuinely continuous and tight wall structure is desired for a container, there remain two alternative methods of manufacturing: blow moulding and rotational moulding. These two are often seen as competitors, but in actuality these are clearly different methods with their own strengths and advantages.
When deciding which method to use, it is worthwhile to go back to the following fundamental questions:
– What is the size of the product?
– How many pieces of the product are needed?
– What is the final use environment and application of the end product?
Answers to the first two questions go a long way in deciding whether to use blow moulding or rotational moulding. When talking size, container-like products are measured by their volume. Blow moulding can be effectively used when making products with a volume of about 2 decilitres and up to 300-400 litres. It is possible to go larger than this, but the tool will be so large that the required investments are a bit too high for the quantities that are usually made in the Nordic countries. When the size is measured in cubic metres or exceeds 500 litres, rotational moulding is the obvious choice.
Serial production or small batches?
When thinking about produced quantities, annual demand is a good measure of volume. The manufactured quantity again highlights the strengths of the two methods. Blow moulding can be considered a method of serial production, because the manufacturing cycle is relatively short (less than ten minutes) and the quality of the products remains consistent. This means that there will be very few quality differences between the individual products. Blow moulding can be considered a method of serial production for the additional reason that it works well with large volumes: the larger the annual volume, the more efficient blow moulding becomes.
Thanks to its fast process cycle, the strength of blow moulding is the low unit cost of products.
The slightly high tooling cost may however make this method undesirable, in particular when lower annual production volumes are considered. The moulding tools used in blow moulding are always machined and water-cooled steel or aluminium moulds. When working with blow moulding, the moulding tool needs to be relatively durable for it to be able to maintain the pressurised air blown into the mould (6 to 8 bar).
Being the heavily built pieces that they are, they last well and can survive the entire service life of the product if maintained properly. Despite the moulding costs, even relatively small series can actually be profitable for blow moulding. It is a good rule of thumb that as soon as the annual need for products reaches about 500, blow moulding should be considered. This method will not reach its limits very quickly either, because it can be used to make up to hundreds of thousands of pieces using only one mould.
Rotational moulding on the other hand is best for small series that do not exceed 500 pieces in annual volume. The moulding tools used with it may be lighter than those used with blow moulding, and some can even be made of sheet metal. This is made possible by the non-pressurised manufacturing process of rotational moulding, which also keeps the mould tooling costs low. Modern product design and demanding functional forms have however forced even rotational moulds to enter the world of machined tools, which brings the prices close to those of blow moulds. It is typical of the rotational moulding process that the manufacturing cycle is slightly longer (some tens of minutes). This is also the reason why the unit prices of rotational moulding products are higher.
Blow moulding means lighter products, rotational moulding can be used to make sharp corners
Environmental considerations also affect the choice of manufacturing method. These include for example operating temperatures, chemical stresses, and mechanical loads. The plastic raw materials used with the processes discussed here are largely the same, so the most differences are introduced by the properties of the processes themselves, such as wall thickness.
Blow moulded products are typically much lighter because of better wall thickness management. The wall thicknesses of the products can be specified with great precision, enabling the making of light-weight structures. There is however a minor weakness with this method. It can be a bit difficult to form sharp outside corners because the forming process is based on stretching the material preform.
With rotational moulding, the case is almost completely the opposite: sharp forms and corners usually need many times more material than even walls and rounded shapes. This is why the end products of rotational moulding tend to be quite heavy. The products generated using these different techniques can in fact be best differentiated by their weight. Rotational moulding products feel a bit sturdier, which may be of benefit in certain applications.
Summary of the methods:
- Making container-like products of various sizes:
- 2 dl–500 l – Blow moulding
- 500+ l – Rotational moulding
- Annual demand for container-like products
- >500 pcs – Blow moulding
- <500 pcs – Rotational moulding (in some cases blow moulding can be used)
- Product characteristics
- Blow moulding
- Rounded shapes
- Light weight, wall thickness well controlled (Sharp corners require special care)
- Good ability to withstand chemical stress
- Rotational moulding
- Enables sharper shapes
- Heavier structure, thick walls (Strong corners)
- Good ability to withstand chemical stress