In many product development projects, material selection is made at an early stage—often before manufacturability has been thoroughly evaluated. In these situations, metal is frequently chosen as the default because its properties are well known and design practices are well established.
In practice, however, an increasing number of components can be successfully manufactured from plastics.
When plastic is considered early enough as a material option, it is often possible to reduce weight, simplify assembly, and streamline manufacturing without compromising product performance.
In this article, we look at situations where it is worthwhile to evaluate whether a metal component could be manufactured from plastic instead.

Material Choices Often Follow Established Habits
In many projects, material decisions are still made largely based on established habits—“we do it the way it has always been done.”
Metal solutions have been the starting point for design for decades, largely because their properties are well understood and design practices are standardized.
Metal components are often selected simply because the possibilities offered by plastics are not yet widely recognized. Designers may not always have access to detailed information about plastic materials or manufacturing methods, which can make metal the easier default choice.
Plastic Materials Have Evolved Significantly
Plastic materials have developed considerably in recent years, and new engineering-grade materials are constantly entering the market.
Modern plastics can offer technical properties that were not previously available, including improved strength, temperature resistance, chemical resistance, dimensional stability, and precision.
These developments have significantly expanded the use of plastics in technically demanding applications.
Quick Test: When Is a Component Suitable for Plastic?
You do not need precise material specifications at this stage.
If several of the following conditions apply, plastic is usually worth considering as a material option during the design phase:
- The component is a housing, container, duct, cover, or another structure with relatively large volume but moderate loads.
- The structure contains hollow spaces, airflow or fluid channels, or functions as a protective shell around a frame.
- The metal component requires welding, sealing, or assembly from multiple parts.
- Weight plays an important role in the product’s use (mobile machinery, handheld devices, ergonomics, or energy efficiency).
- The component is not continuously exposed to extremely high temperatures or severe wear.
- Structures currently assembled from multiple metal parts can often be manufactured as a single plastic component.

Choosing Materials in Early Product Development
Material decisions are typically made early in the product development process, and one of the key questions is whether the component should be manufactured from metal or plastic.
Plastic manufacturing expertise is valuable already at the early stages of design. When plastic production methods, material selection, and manufacturability are considered from the beginning, the result is more likely to be both technically effective and cost-efficient.
Metal materials are widely understood and design practices are well established. Plastics, on the other hand, form a broad material family with significant differences between materials, which often requires more careful evaluation. Because material choices always carry functional responsibility, all options must be assessed carefully.
When the plastic material is selected based on the specific requirements of the application, it often enables highly integrated and technically versatile solutions. Considering plastic as a material option early in the design phase expands the range of available solutions and gives engineers more design freedom.
Understanding the Range of Engineering Plastics
In everyday conversation, plastics are sometimes associated with simple consumer products and limited load-bearing capability.
In reality, plastics represent a wide family of materials whose properties vary significantly depending on the specific material and application.
During the design phase, plastic properties can be tailored to meet specific requirements such as:
- Flexibility or stiffness depending on structural needs
- Surface hardness and friction characteristics
- Electrical conductivity or insulation
- Resistance to heat, cold, moisture, and chemicals
Plastic is not a single material—it is a large group of engineering materials capable of solving very different design challenges.
The Impact of Weight on Usability and Design
Metal is typically used in applications requiring very high loads, extreme temperatures, or heavy wear. Plastics are often used where weight reduction is beneficial.
In handheld products especially, every gram matters. Material selection can have a significant impact on usability and ergonomics. Plastic allows structures to be lighter without compromising functionality, while also enabling ergonomic shapes and user-friendly design features.
Handles, grip surfaces, and comfortable touch points can often be integrated directly into the component—something that is often more limited with metal structures.
Weight reduction is also critical in mobile machinery. Lighter machines consume less fuel, which leads to lower operating costs and reduced emissions.
Reducing machine weight can also make electrification easier. In many cases, lowering the overall weight is a prerequisite for practical electrification.
When machines weigh less, battery capacity requirements decrease and electric motors can operate more efficiently. Plastic components are an effective way to achieve weight reduction without compromising functional performance.
Cost Benefits of Plastic Components in Mass Production
Replacing metal components with plastic components can lead to significant cost savings in industrial applications.
Many engineering plastics are less expensive per kilogram than specialty steels, and components can often be manufactured with significantly lower mass.
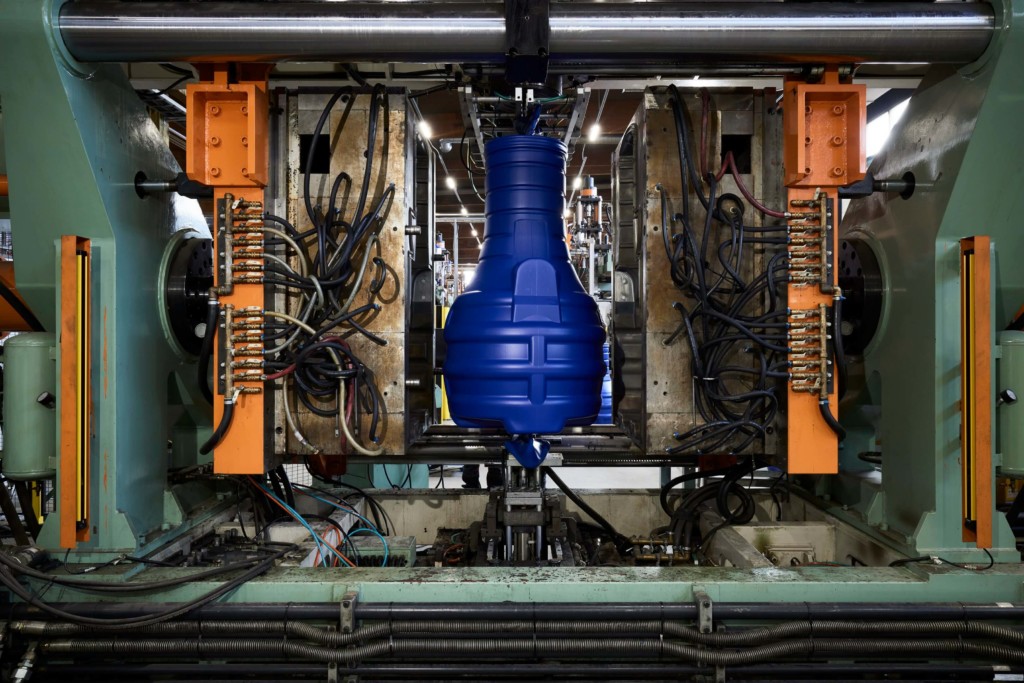
Plastic components are typically produced using high-volume manufacturing methods where the part is formed in its final shape in a single production step. This reduces the number of manufacturing, assembly, and post-processing stages that are often required for metal components.
The most significant cost savings often come from simplifying structures and reducing manufacturing steps.
Plastics make it possible to:
- Produce complex shapes in a single manufacturing step
- Combine multiple parts into one component
- Reduce assembly work
- Reduce the number of components that need to be stored
For this reason, the cost benefits of plastics should be evaluated at the level of the entire structure and manufacturing process—not just the unit price of an individual part.

Application-Specific Plastic Components
With plastic materials, components can be designed precisely according to the requirements of the application.
Mounting features, ribs, guides, and locking mechanisms can be integrated directly into the structure. In metal solutions, these elements often require multiple separate components and additional assembly steps.
Material properties can also be selected to provide the required balance of strength, flexibility, surface characteristics, and other functional requirements.
Metal components are often designed conservatively to withstand a wide range of loads and environments. Plastic solutions can instead be optimized precisely for the intended application, delivering the required performance without unnecessary overdimensioning.
This often results in lighter structures, simpler manufacturing, and more purpose-built functional details.
A common example is equipment housings. Steel enclosures provide extremely robust protection, but in many applications a properly designed plastic enclosure fulfills all functional requirements while offering lower weight, integrated mounting features, and improved usability.
Design Flexibility and Surface Options with Plastics
The excellent formability of plastics provides designers with opportunities that are often difficult to achieve with metal.
Organic shapes, structural ribs, flow channels, and functional surfaces can be integrated directly into the component without additional manufacturing steps. This enables lighter structures and components optimized for their intended purpose.
Visual and tactile properties are also often created during the manufacturing process. Colors can be added directly to the raw material, and surface gloss or texture can be defined during tool design without additional finishing processes.
Appearance is not purely aesthetic—it also affects usability, product perception, and user experience.

Durability of Plastics in Demanding Environments
Plastics do not rust, and when properly selected they offer excellent resistance to moisture, chemicals, impacts, and many demanding environments.
Practical examples are widely available. Plastic components used in deep waste collection systems withstand several tons of pulling force, and plastic composite manhole covers are designed to withstand heavy traffic loads.
When properly designed, plastics are not simply a lighter alternative at the expense of durability. In many applications they are fully capable structural materials.
Plastics and Recyclability in Design
Sustainability is increasingly part of technical decision-making, and material choices play an important role in this.
In plastics, this is reflected in the wide variety of materials available, the growing use of recycled plastics, and the ability to consider product lifecycle already during the design phase.
Plastics do not rust, require no painting, dampen vibration, and can extend product lifetime in many applications. Design decisions can significantly influence both material consumption and product durability.
When structures are optimized and materials are selected appropriately, the result can be both technically effective and resource-efficient.
Replacing metal with plastic is not an objective in itself. The best results are achieved when plastic is evaluated as one viable material option among others.
Could Plastic Improve Your Product Design?
Replacing metal with plastic is not an end goal by itself. The best outcomes are achieved when plastic is evaluated as a viable material option alongside other materials.
This can open new opportunities for lighter structures, cost-efficient manufacturing, and improved functionality.
The optimal plastic solution always uses the right material in the right place.
Would you like to evaluate whether plastic could work for your product?
Send us a drawing or 3D model, and we will assess whether the component could be manufactured from plastic.